GTranslate
Hardfacing Alloys
Oxygen-Acetylene Process
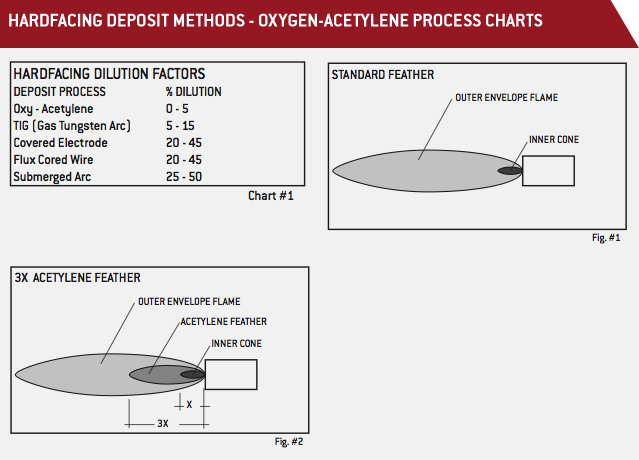
This is the preferred process to control dilution of the hardfacing alloy by the base metal, because the oxyacetylene flame is much lower than that of an arc; a very minimal dilution rate of 0-5% occurs (ref. chart #1). The melting of the hardfacing rod and preheating of the base metal are easily controlled with this method.
The advantages of the oxyacetylene method are many: low dilution of the weld deposit, good control of the deposit shape, low thermal shock due to slow heating and cooling. The oxyacetylene process is not recommended for large components.Standard gas welding equipment is used in this common process. Anyone familiar with general welding should have no problem learning to hardface using this process. Although the technique is simple, it is different from fusion welding.
The surface of the part to be hardfaced must be free from rust, scale, grease, dirt and other foreign materials. Preheat and post-heat the work according to Table 1 to minimize the possibility of cracks developing in the deposit or base metal.
The flame adjustment is important in the oxyacetylene method. An excess acetylene feather (3X) is recommended for depositing hardfacing rod. A neutral flame or standard feather is produced when the oxygen to acetylene ratio is 1:1 (ref. fig. #1). A standard feather flame has two parts; an inner cone and a outer envelope. When there is an excess of acetylene, there is a third zone, between the inner cone and the outer envelope. This zone is called the excess acetylene feather. An excess acetylene feather three times as long as the inner cone is desired (ref. fig. #2).
Only the surface of the base metal in the immediate area being hardfaced is brought to the melting temperature. The torch flame is played onto the surface of the material to be hardfaced, keeping the tip of the inner cone just clear of the surface. A small amount of carbon is absorbed into the surface, lowering its melting point and producing a watery, glazed appearance known as ‘sweating’. The hardfacing rod is introduced into the flame and a small drop melted off onto the sweating area, where it spreads quickly and cleanly, in a similar fashion to a brazing alloy.
Then the hardfacing rod is melted and spread over the surface of the base metal. The hardfacing material should not mix with the base metal but should bond with the surface to become a protective new layer. If excessive dilution occurs, the properties of the hardfacing material will be degraded.the surface to become a protective new layer. If excessive dilution occures, the properties of the hardfacing material will be degraded.


![]()
400 Watt Drive, Fairfield, CA 94534 USA
TF 888-950-HERO(4376)
T 707-864-3355
F 707-864-2403
[email protected]
STAY CONNECTED